在食品、制药等卫生标准严苛的行业,流体与粉体控制设备的性能与合规性,直接影响生产安全与产品质量。浙江米勒洁净设备科技有限公司作为国内洁净流体设备专业企业,其自主研发的卫生级气动旋转下料阀,凭借扎实工艺与可靠性能,在各行业卫生级物料控制场景中广受认可。
公司坐落于 “中国阀门之都” 浙江温州经济技术开发区,配备日本进口 MAZAK 马扎克 CNC 数控车床、高精度加工中心等设备,构建完善质量检测流程,从原材料到成品全程把控。旗下拥有 “伊米勒”“MILEFLUID” 两个品牌,产品严格遵循 ISO、DIN、IDF、3A、SMS 等国际及行业卫生标准,精准匹配食品机械、制药机械、乳制品加工、生物制剂等领域的高精度设备需求。
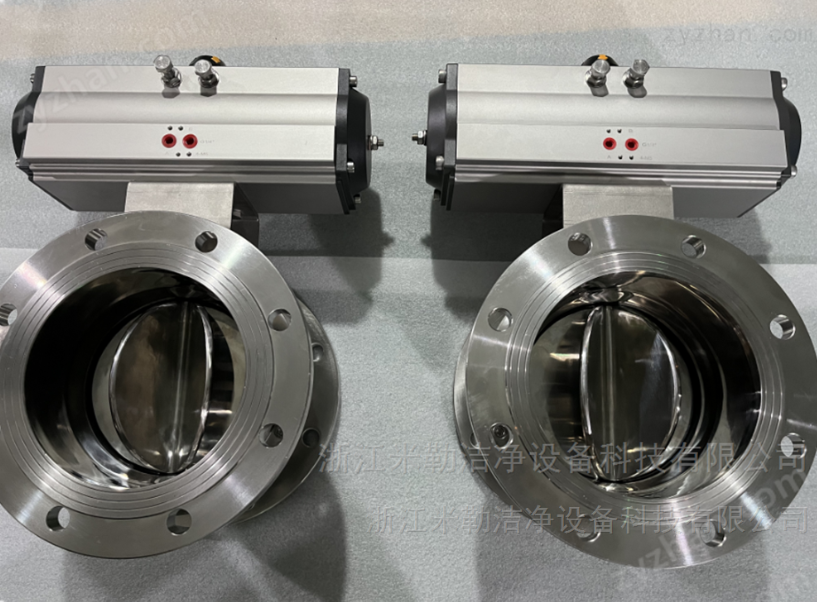
卫生级气动旋转下料阀(又称旋转卸料阀),以压缩空气为动力,实现粉状、颗粒状物料的精准控制。其采用优质不锈钢材质,内部流道经镜面抛光处理,消除介质积存死角,降低污染风险;搭配定制化耐磨、耐腐蚀密封组件,关闭时可形成可靠密封,避免物料泄漏或杂质侵入。
工作时,压缩空气按控制信号输入专用控制器,定向分配至不同执行腔室:气压进入第一腔室,驱动阀芯按设定角度转动,打开物料通道,实现定量输送,流量可通过阀芯转速或开启角度调节;需关闭时,压缩空气切换至第二腔室,驱动阀芯反向闭合,同时第一腔室减压排气,完成 “开启 - 输送 - 关闭” 循环,实现稳定控制。
该阀门优势显著:卫生合规性强,适配 CIP、SIP 清洁流程,降低维护难度;气动驱动响应快,切换迅速,提升生产效率;应用广泛,除食品、制药行业,还适配精细化工、新能源材料等领域的卸料、供料场景。
实际应用中,食品行业用其输送面粉、奶粉,可确保原料添加精准,避免交叉污染;制药行业用于药品颗粒输送,高密封性保障原料纯度,符合 GMP 要求。
随着行业对卫生与自动化要求提升,浙江米勒将持续以技术创新优化产品,拓展洁净流体控制解决方案,为各行业高质量发展提供可靠支撑。



 欢迎来到
欢迎来到